Over-extrusion occurs when the extruder pushes out an excessive amount of material, leaving blobs and zits or line scars on the surface of the printed object. It is the opposite of under-extrusion. Both worn-out hardware and incorrect print settings can lead to over-extrusion. This article explores why over-extrusion happens and how to fix it.
The Causes of 3D Print Over-Extruding

(Image source: Anycubic official user group)
Over-extrusion in 3D printing results in outlook defects on the print such as stringing, oozing, and layer sagging. Additionally, excessive extrusion on a 3D printer significantly affects the bridges and overhangs of the 3D print. But don't worry, this is a very common issue, and resolving it is not as hard as you thought. You just need to make sure that three settings in your slicer are correct: the extrusion multiplier, the printing temperature, and the material diameter. Additionally, check the hardware nozzle of your printer to ensure it's in good condition, and don't print with poor-quality or unbranded filament.
What are the specific causes of over-extrusion occurring? There are four points below:
- Extrusion multiplier is too high.
- Printing temperature is too high.
- Filament diameter is incorrect.
- Printer nozzle tip is worn out.
The Solutions of 3D Print Over-Extruding
1. Reduce the Extrusion Multiplier
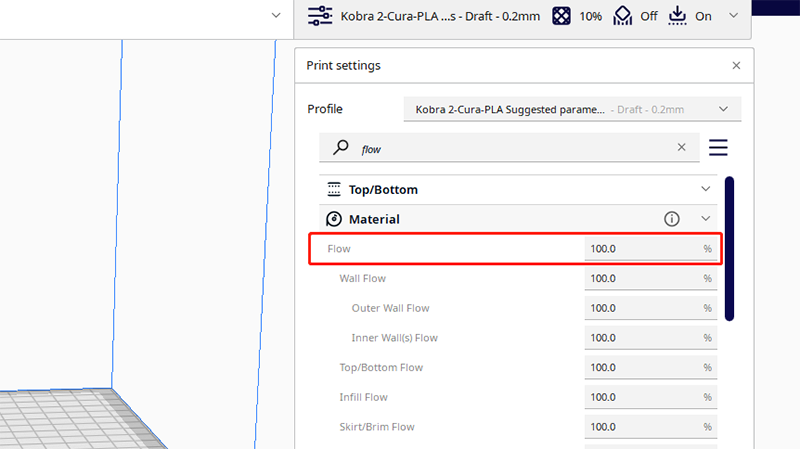
(Flow rate settings in Cura)
The extrusion multiplier, known as the flow rate in Cura, determines the amount of filament being extruded. If this setting is set too high, the extruder can easily push out excessive materials, leading to over-extrusion.
Reducing the extrusion multiplier can be very helpful to avoid 3D printer over extruding. Generally, the default value in Cura is 100%, and the optimal value for PLA is typically 100%. It's recommended to gradually reduce it by 5% to 10% from the current value and then print several small test models to check if the over-extrusion issue is resolved.
2. Lower the Printing Temperature

(Image source: Thingiverse, s3sebastian)
Simply reducing the printing temperature can significantly stop over-extrusion issues. FDM printing is a technology that heats and melts solid materials to build a printed object, thus the optimal print temperature is crucial. Higher printing temperatures cause the filament to melt and flow faster from the nozzle, but increased fluidity can make it harder to control, then over-extrusion may occur. Different materials require different hot-end temperatures, so it's recommended to use the temperature provided by the material manufacturer, and lower the temperature by 5℃ each time.
3. Ensure Accurate Filament Diameter

(Anycubic 1.75mm PLA 3D printer filament)
It is a common mistake often made by beginners – the settings in the slicer are inconsistent with the actual filament being used, which can result in extrusion amounts differing from what you expected. Moreover, selecting high-quality filament with slight tolerance is of great importance. For instance, Anycubic, a 3D printer manufacturer, also offers filaments with quality assurance like PLA to their printer. And Anycubic PLA Filament with a diameter tolerance that can be reduced to ±0.02mm. In this case, nozzle clogging and over-extrusion issues can be minimized, as filament diameter with larger tolerance can easily lead to these issues happening.
Anycubic Silk PLA 3D Printer Filament Video:
4. Check and Replace Your Nozzle

(Image source: Anycubic official user group)
A nozzle tip can become larger and shorter after constant use, due to factors like nozzle clogging or hitting solid things such as the heated bed and printed objects during printing. In such cases, the over-extrusion issue may happen. A nozzle is a consumable item, and it's common to replace it regularly.
However, if you ignore this issue, a nozzle with a tip that is shorter and larger than it was initially, can cause it to extrude more material uncontrollably than what is set in the slicer. Therefore, you should inspect your nozzle for signs of wear and, if necessary, replace it with a new one for your printer.